

Lagi asyik-asyiknya ngelas, tapi hasil lasan malah keropos atau bintik-bintik? Itu tandanya Anda sedang berhadapan dengan porositas las. Bagi welder, mengatasi porositas las adalah keharusan, bukan pilihan. Masalah umum ini bukan hanya soal estetika lasan yang jelek dipandang mata, tapi ini adalah cacat serius yang sangat berbahaya.
Bayangkan sambungan las sebagai tulang; porositas adalah osteoporosis-nya. Sambungan itu jadi keropos, rapuh, dan nggak punya kekuatan struktur yang seharusnya. Jika terjadi pada konstruksi vital, risikonya adalah kegagalan sambungan.
Kabar baiknya? Cacat ini 100% bisa dicegah.
Di artikel panduan ini, kita akan bedah tuntas semua hal tentang porositas. Fokus utama kita adalah memberikan solusi mengatasi porositas las dengan cara memahami akarnya, mulai dari penyebab porositas las yang paling sering disepelekan, mengenali berbagai jenis porositas las, hingga langkah-langkah presisi dalam cara mencegah porositas agar tidak terulang lagi.
Baca Juga: 18 Macam Cacat Las dan Penyebabnya Serta Cara Mengatasi
Kenali Musuhnya: Apa Saja Jenis Porositas Las yang Umum Terjadi?
Sebelum kita bisa mengatasi sesuatu, kita harus kenal dulu bentuk musuhnya. Beda jenis porositas, bisa jadi beda penyebabnya. Secara umum, ini dia jenis-jenis porositas las yang harus Anda tahu:
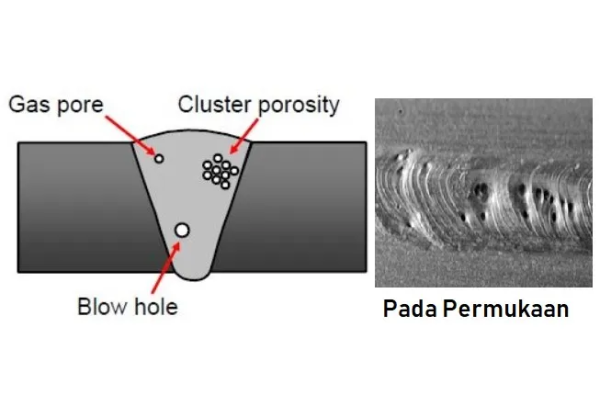
Porositas Permukaan (Surface Porosity)
Ini adalah jenis porositas yang paling gampang bikin sakit mata. Bentuknya adalah lubang-lubang kecil atau pori-pori yang terlihat jelas di permukaan lasan Anda. Jika Anda melihat hasil las Anda bintik-bintik, inilah yang terjadi. Penyebab umumnya seringkali terkait langsung dengan masalah pada gas pelindung (shielding gas) yang kurang, bocor, atau tertiup angin kencang.
Porositas Internal / Terdistribusi (Sub-Surface Porosity)
Nah, ini dia “silent killer”-nya. Porositas internal adalah pori-pori gas yang terjebak di dalam daging lasan, sehingga tidak terlihat sama sekali dari luar. Ini jauh lebih berbahaya karena Anda mungkin berpikir lasan Anda sempurna, padahal di dalamnya keropos. Cacat jenis ini biasanya hanya bisa ditemukan dengan metode NDT (Non-Destructive Test), seperti Radiography Test (RT) atau X-Ray.
Lubang Cacing (Wormholes / Piping)
Nama lainnya adalah piping. Ini adalah jenis porositas yang bentuknya memanjang, seperti terowongan atau “jejak cacing” yang menggeliat di dalam lasan. Ini terjadi ketika gas dalam jumlah besar terperangkap dan mencoba kabur keluar saat logam las di atasnya sudah mulai membeku. Hasilnya adalah jejak lubang yang memanjang.
Kawah (Crater Pipes)
Berbeda dari yang lain, porositas ini spesifik terjadi di satu titik: tepat di akhir jalur lasan Anda. Saat Anda menghentikan proses las, logam cair di kawah (crater) akan menyusut saat mendingin. Jika teknik Anda salah (misalnya api las ditarik terlalu cepat), bagian tengah kawah gagal terisi sempurna, menyebabkan lubang kecil.
Akar Masalah: 4 Penyebab Porositas Las yang Wajib Anda Tahu
Porositas itu intinya cuma satu: ada gas yang nggak seharusnya ada, tapi terjebak di dalam lasan. Pertanyaannya, dari mana gas itu berasal?
Jika Anda bisa menjawab ini, Anda sudah 80% berhasil menemukan solusi porositas las. Ada 4 sumber utamanya:
Kontaminasi pada Material (Penyebab #1)
Ini adalah biang kerok paling umum dan paling sering disepelekan. Ingat, proses las adalah proses peleburan logam di suhu ribuan derajat. Apa pun yang ada di permukaan logam dasar (base metal) Anda akan ikut terbakar, menguap, dan menjadi gas.
Jika gas itu tidak sempat “kabur” sebelum lasan membeku, ia akan terperangkap selamanya.
Kontaminan yang paling sering jadi penyebab porositas las adalah:
Karat: Karat (oksida besi) mengandung oksigen. Saat dilas, oksigennya lepas dan membuat lasan keropos.
Oli, Gemuk (Grease), dan Minyak: Ini adalah senyawa hidrokarbon. Saat terbakar, mereka melepaskan gas Hidrogen dalam jumlah besar.
Cat dan Primer: Sama seperti oli, cat mengandung zat kimia yang akan menguap jadi gas saat dipanaskan.
Kelembapan (Air, Embun, Es): Musuh terbesar lasan. Setetes air atau embun pagi yang menempel di plat akan terurai menjadi gas Hidrogen dan Oksigen, resep jitu untuk porositas.
Masalah Gas Pelindung: Penyebab Porositas pada MIG & TIG
Pada las MIG (GMAW) dan TIG (GTAW), kita menggunakan gas pelindung (seperti Argon atau CO2) untuk “mengusir” udara dari weld puddle. Jika perlindungan ini gagal, udara (yang mengandung 78% Nitrogen dan 21% Oksigen) akan masuk dan merusak lasan.
Kegagalan gas pelindung biasanya terjadi karena:
Aliran Gas Tidak Tepat: Ini seperti masalah “Goldilocks”—nggak boleh kurang, nggak boleh lebih.
Terlalu Rendah: Aliran gas (LPM/CFH) yang terlalu pelan tidak akan sanggup melindungi seluruh area lasan dari udara luar.
Terlalu Tinggi: Aliran yang terlalu kencang malah menyebabkan turbulensi (aliran kacau). Turbulensi ini justru akan “menyedot” udara luar masuk ke area las.
Peralatan Bocor: Cek seluruh jalur gas Anda. Selang yang retak halus, regulator yang kendor, atau O-ring di torch yang rusak adalah jalur masuk udara.
Faktor Lingkungan: Ini sering terjadi di lapangan. Angin kencang, atau bahkan sekadar kipas angin di bengkel, bisa dengan mudah meniup gas pelindung Anda.
Elektroda Lembap: Biang Kerok Porositas Las SMAW
Bagi Anda yang setiap hari menggunakan las SMAW (las stik/MMA), ini adalah poin yang wajib Anda catat. Ini adalah jawaban utama untuk masalah Porositas Las SMAW.
Fluks atau salutan pada elektroda (kawat las) Anda bersifat hygroscopic, artinya ia sangat mudah menyerap kelembapan dari udara, mirip seperti kerupuk.
Saat elektroda yang “melempem” atau lembap ini digunakan, panas dari busur las akan mengurai uap air (H2O) di dalam fluks menjadi gas Hidrogen dan Oksigen. Gas inilah yang kemudian terjebak di dalam lasan dan menjadi porositas.
Itulah mengapa sangat penting menyimpan elektroda di tempat kering dan menggunakan oven elektroda (rod oven) sebelum pengelasan kritis.
Teknik Pengelasan yang Kurang Pas
Alat sudah bagus, material bersih, tapi hasil masih porus? Mungkin ini masalah teknik:
Jarak Busur (Arc Length) Terlalu Jauh: Baik pada SMAW, MIG, atau TIG, jika jarak antara ujung elektroda/torch dengan material terlalu jauh, gas pelindung jadi tidak efektif. Ini memberi kesempatan udara untuk menyelinap masuk.
Kecepatan Las (Travel Speed) Terlalu Tinggi: Jika Anda mengelas terlalu cepat, logam lasan akan membeku dengan sangat cepat. Gas-gas yang terbentuk secara alami di weld puddle (proses deoksidasi) tidak punya cukup waktu untuk “mengapung” ke permukaan dan kabur. Akhirnya, mereka terjebak.
Sudut Elektroda/Torch Salah: Sudut yang salah (terutama pada MIG/TIG) bisa menghalangi aliran gas pelindung atau bahkan “mendorong” udara bebas masuk ke dalam weld puddle.
Cara Mencegah Porositas Las (Langkah Preventif Terbaik)

Setelah tahu semua penyebabnya, Anda pasti setuju: bagian terpenting dari mengatasi porositas las adalah dengan cara mencegah porositas itu terjadi sejak awal. Ini jauh lebih murah dan mudah daripada harus memperbaiki.
Pencegahan adalah 99% solusi. Berikut adalah checklist yang harus Anda lakukan sebelum menyalakan busur las:
Langkah 1: Persiapan adalah Kunci (Keep it Clean!)
Aturan nomor satu dalam pengelasan: Kebersihan! Ini adalah langkah yang tidak bisa ditawar.
Pastikan permukaan material dasar (base metal) Anda bersih mengkilap, setidaknya 1-2 inci di sekitar area sambungan.
Gunakan gerinda atau sikat kawat untuk membersihkan semua karat, cat, dan kerak. (Tips: bedakan sikat kawat untuk stainless steel dan carbon steel).
Jika ada oli atau gemuk, bersihkan dengan cairan pelarut (solvent) seperti aseton. Pastikan juga material benar-benar kering dari embun atau air.
Langkah 2: Audit Peralatan Gas Pelindung Anda
Jangan “main perasaan” saat mengatur gas.
Atur flow rate gas (LPM atau CFH) sesuai rekomendasi WPS (Welding Procedure Specification) atau dari pabrikan kawat las Anda.
Cek kebocoran di semua sambungan selang dan regulator. Cara mudahnya, oleskan air sabun saat gas dibuka; jika ada gelembung, berarti bocor.
Bersihkan nozzle dan contact tip (pada MIG/TIG) dari spatter (percikan las). Spatter yang menumpuk akan mengganggu aliran gas dan membuatnya turbulen.
Langkah 3: Jaga “Kesehatan” Elektroda dan Kawat Las
Elektroda bukan kerupuk, tapi sama-sama “melempem” kalau lembap.
Untuk SMAW: Selalu simpan elektroda (terutama tipe low-hydrogen seperti 7018) di tempat kering. Jika ragu atau untuk pengelasan kritis, wajib masukkan elektroda ke oven pemanas (rod oven) sesuai suhu yang direkomendasikan pabrik.
Untuk MIG: Pastikan gulungan kawat las (wire spool) Anda disimpan dengan baik, tidak berkarat atau kotor.
Langkah 4: Asah Teknik Pengelasan Anda
Jaga Jarak Busur (Arc Length): Jaga jarak busur tetap pendek dan stabil. Ini adalah kunci utama lasan yang padat.
Kecepatan Las (Travel Speed): Gunakan kecepatan las yang konsisten dan tidak terburu-buru. Beri waktu agar gas di weld puddle sempat keluar ke permukaan sebelum lasan membeku.
Cara Tepat Mengatasi Porositas Las (Prosedur Perbaikan)
Oke, nasi sudah jadi bubur. Anda sudah telanjur mendapati hasil las yang keropos dan penuh porositas. Bagaimana cara memperbaikinya?
Aturan mainnya cuma satu dan sangat tegas.
Peringatan Keras: JANGAN Pernah Mengelas di Atas Porositas!
Ini adalah kesalahan fatal yang sering dilakukan pemula. Anda tidak bisa “menambal” porositas hanya dengan mengelas di atasnya. Melakukan ini hanya akan “mengubur” cacat tersebut. Lasan Anda mungkin terlihat bagus di permukaan, tapi di dalamnya tetap keropos, lemah, dan pasti akan gagal saat diinspeksi atau diuji.
Langkah-Langkah Memperbaiki Lasan yang Porus
Satu-satunya solusi porositas las yang benar adalah membuangnya sampai bersih.
Hapus Cacat: Gunakan gerinda (grinder), arc gouging (pada las SMAW), atau plasma gouging untuk membuang sepenuhnya bagian lasan yang cacat.
Inspeksi: Pastikan semua cacat (termasuk wormhole yang mungkin masuk dalam) sudah terbuang tuntas. Anda harus melihat logam dasar (base metal) yang bersih dan sehat.
Bersihkan Ulang: Setelah digerinda, perlakukan area tersebut seperti material baru. Bersihkan dari sisa debu gerinda.
Las Ulang (Re-Weld): Sekarang, las ulang sambungan tersebut. Tapi kali ini, pastikan Anda menerapkan semua poin pencegahan yang sudah kita bahas di atas.
FAQ – Pertanyaan Umum Seputar Porositas Las
Apa penyebab porositas las yang paling umum?
Penyebab paling umum adalah kontaminasi pada material (seperti karat, oli, atau air) dan penggunaan elektroda yang lembap, terutama pada las SMAW.
Bagaimana cara mendeteksi porositas las internal?
Porositas di permukaan bisa dilihat dengan mata (Visual Test). Namun untuk porositas internal yang tersembunyi, Anda harus menggunakan metode NDT (Non-Destructive Test) seperti Radiography Test (RT) atau X-Ray untuk melihat tembus ke dalam lasan.
Apakah hasil las yang keropos masih kuat?
Tidak. Porositas adalah rongga gas yang membuat lasan keropos dan tidak padat. Ini secara drastis mengurangi kekuatan, ketangguhan, dan integritas sambungan las. Ini adalah cacat serius yang bisa menyebabkan kegagalan struktur.
Bagaimana cara mengatasi porositas las SMAW (las stik)?
Kunci utama pencegahan dan solusi porositas las SMAW adalah memastikan elektroda Anda benar-benar kering. Simpan di tempat kering dan selalu gunakan oven elektroda (rod oven) sebelum melakukan pengelasan penting untuk menghilangkan kelembapan.
Kesimpulan: Las Kuat Berawal dari Persiapan Matang
Porositas las adalah musuh yang menyebalkan bagi setiap welder, tapi ini adalah musuh yang 100% bisa dikalahkan. Seperti yang sudah kita bahas, akar masalahnya selalu gas yang terperangkap, entah itu dari material yang kotor, elektroda lembap, atau gas pelindung yang bermasalah.
Rangkuman poin-poin penting dalam mengatasi porositas las adalah:
Pencegahan adalah Kunci: Jauh lebih mudah mencegah daripada memperbaiki.
Tiga Pilar Pencegahan: Kebersihan material, Kualitas konsumabel (elektroda/gas), dan Teknik pengelasan yang benar.
Perbaikan Wajib Tuntas: Jika terlanjur terjadi, gerinda habis cacat tersebut sebelum dilas ulang.
Jangan biarkan hasil kerja keras Anda sia-sia hanya karena masalah persiapan yang sepele. Pastikan Anda menggunakan kawat las, elektroda, dan aksesoris las berkualitas tinggi untuk menjamin hasil las yang padat, kuat, dan bebas cacat.
Di JuraganLas.id, kami menyediakan semua kebutuhan Anda untuk hasil las yang sempurna.


