
Kekurangan Plasma Cutting – Hei para pejuang logam! Lagi cari info soal mesin potong logam yang cepat dan efisien? Pasti nama plasma cutting sering banget muncul, kan? Dikenal ngebut dan bisa motong berbagai jenis logam konduktif, mesin ini emang jadi idola di banyak workshop dan industri. Gambaran potong baja tebal kayak motong mentega itu menggoda banget.
Tapi, tunggu dulu! Sebelum langsung jatuh cinta dan keluarin budget, ada baiknya kita ngobrol jujur. Kayak pepatah “tak ada gading yang tak retak”, plasma cutting juga punya sisi lain, lho. Mungkin Anda mampir ke sini karena lagi cari info soal kekurangan plasma cutting, atau mungkin udah pakai tapi kok hasilnya nggak sesuai harapan? Tenang, Anda di tempat yang tepat!
Artikel ini bakal ngebongkar tuntas sisi minus dari teknologi plasma cutting yang mungkin jarang dibahas. Kenapa? Biar Anda bisa bikin keputusan yang paling pas buat kebutuhan Anda, entah itu mau beli mesin baru, optimalkan yang udah ada, atau bahkan mempertimbangkan alternatif lain. Yuk, kita kupas bareng-bareng!
Baca Juga!: Panduan Lengkap Alat Ukur Las: 12 Alat Penting untuk Hasil Pengelasan Presisi
Mengapa Memahami Kekurangan dan Tips Solusi Mesin Plasma Cutting Itu Penting?
“Loh, kenapa harus fokus ke kekurangannya sih?” Mungkin itu yang ada di pikiran Anda. Gini deh, tahu kelemahan sebuah teknologi itu bukan buat nakut-nakutin, tapi justru biar kita lebih bijak. Dengan paham betul masalah plasma cutting yang mungkin muncul, Anda bisa:
- Nggak Kena PHP: Menghindari ekspektasi yang terlalu tinggi dan ujung-ujungnya kecewa karena hasil nggak sesuai bayangan.
- Pilih Senjata yang Tepat: Tahu kapan plasma cutting jadi pilihan terbaik, dan kapan mungkin lebih baik pakai laser cutting, oxy-fuel, atau metode lain. Nggak semua pekerjaan cocok dihajar pakai plasma, kan?
- Optimalkan Performa: Kalau udah punya mesinnya, tahu kekurangannya bisa bantu Anda cari cara buat meminimalkan masalah itu lewat settingan atau perawatan yang pas.
- Hitung Biaya Lebih Akurat: Bisa merencanakan biaya operasional (listrik, gas, consumables) dan perawatan jangka panjang dengan lebih realistis.
Intinya sih, biar nggak salah langkah dan investasi Anda benar-benar bermanfaat maksimal.
Mengupas Tuntas 7 Kekurangan Utama Plasma Cutting
Nah, ini dia bagian intinya. Siap-siap catat, ya! Berikut adalah 7 kekurangan plasma cutting yang perlu banget Anda pertimbangkan:
Toleransi dan Presisi yang Lebih Rendah Dibandingkan Laser

Mesin Laser Welding Cutting Cleaning Stahlwerk RL-F1500
Ngomongin soal presisi, plasma cutting itu ibarat pisau dapur serbaguna, sedangkan laser cutting itu kayak pisau bedah. Keduanya tajam, tapi level keakuratannya beda. Presisi plasma cutting memang lumayan, tapi belum bisa nyaingin laser.
Kenapa gitu? Celah potong (kerf) yang dihasilkan plasma cenderung lebih lebar dan kadang kurang konsisten. Selain itu, sering ada sedikit kemiringan (bevel) di tepi hasil potongan, apalagi kalau settingannya kurang pas atau nozzlenya udah mulai aus.
Kalau kerjaan Anda butuh detail super halus, toleransi ukuran yang ketat banget (misal bikin komponen mesin presisi), plasma cutting vs laser cutting jelas menempatkan laser sebagai juaranya. Kalau pakai plasma untuk kerjaan kayak gitu, siap-siap aja perlu kerja ekstra buat finishing atau rework.
Permukaan Tepi Potong Cenderung Kasar & Dross
Masalah klasik lainnya adalah dross, alias lelehan logam yang membeku lagi di bagian bawah tepi potongan. Ini bikin permukaan hasil potongan jadi kasar dan nggak mulus. Hasil potongan plasma cutting sering banget dihiasi dross, terutama kalau motong material kayak stainless steel atau aluminium.
Dampaknya apa? Ya jelas, Anda butuh waktu dan tenaga ekstra buat membersihkan dross ini, biasanya pakai gerinda. Artinya? Nambah waktu kerja, nambah biaya tenaga kerja. Kalau target produksi Anda ketat, dross ini bisa jadi PR tambahan yang lumayan bikin pusing.
Zona Terpengaruh Panas (Heat Affected Zone – HAZ) yang Signifikan
Plasma cutting itu kerjanya pakai suhu super tinggi buat melelehkan logam. Nah, panas ekstrem ini nggak cuma ngefek di garis potongnya aja, tapi juga merambat ke area sekitarnya. Area inilah yang disebut Zona Terpengaruh Panas atau Heat Affected Zone (HAZ).
Efek panas plasma cutting ini bisa jadi masalah serius, lho. Dampaknya bisa berupa:
- Perubahan Sifat Material: Logam di area HAZ bisa jadi lebih keras (getas) atau malah lebih lunak, tergantung jenis materialnya. Ini bisa ngaruh ke kekuatan atau proses selanjutnya kayak pengelasan.
- Distorsi atau Warping: Panas berlebih bisa bikin material, terutama yang tipis, jadi melengkung atau berubah bentuk. Bayangin aja motong plat tipis malah jadi keriting, kan repot.
- Kesulitan Pengelasan: HAZ yang terlalu lebar kadang bikin proses pengelasan setelah pemotongan jadi lebih tricky.
Meskipun bisa diminimalkan dengan settingan yang pas (kecepatan potong, arus, jenis gas), HAZ ini jadi salah satu kekurangan plasma cutting yang fundamental karena sifat prosesnya yang berbasis panas tinggi.
Keterbatasan Jenis Material: Hanya untuk Logam Konduktif
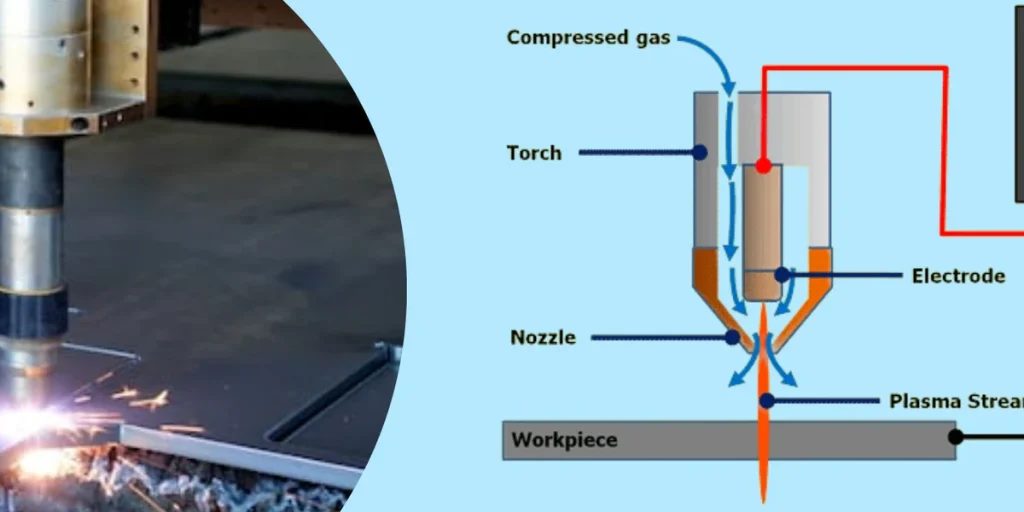
Ini batasan yang cukup jelas. Karena plasma cutting bekerja dengan menciptakan busur listrik antara elektroda (di dalam torch) dan benda kerja, syarat utamanya adalah material yang dipotong harus bisa menghantarkan listrik (konduktif).
Jadi, kalau Anda butuh motong kayu, plastik, kaca, keramik, atau material komposit non-konduktif lainnya, lupakan saja pakai plasma cutting. Mesin ini spesialisnya buat logam kayak:
- Baja karbon (mild steel)
- Stainless steel
- Aluminium
- Tembaga
- Kuningan
Kalau kebutuhan Anda multi-material, mungkin teknologi lain kayak waterjet atau router CNC lebih fleksibel, meskipun punya kelebihan dan kekurangannya masing-masing. Intinya, pastikan material untuk plasma cutting Anda sesuai.
Konsumsi Energi dan Gas yang Relatif Tinggi
Jangan kaget kalau tagihan listrik bisa sedikit membengkak kalau Anda sering pakai mesin plasma cutting, terutama yang dayanya besar. Proses menciptakan dan mempertahankan plasma butuh arus listrik (ampere) yang lumayan tinggi.
Selain listrik, mesin ini juga butuh pasokan gas, entah itu udara tekan (paling umum dan murah), nitrogen, oksigen, atau campuran gas khusus (biasanya untuk kualitas potong lebih baik atau material spesifik). Konsumsi gas ini juga nambah ke biaya operasional plasma cutting.
Dibandingkan metode potong mekanis atau bahkan oxy-fuel (untuk baja tebal), biaya energi per potongan plasma bisa jadi lebih tinggi. Jadi, pertimbangkan ini dalam kalkulasi biaya produksi jangka panjang Anda.
Memerlukan Perawatan Rutin & Menimbulkan Kebisingan
Mesin plasma cutting bukanlah tipe alat yang “pasang-dan-lupakan”. Ada bagian-bagian habis pakai (consumables) di bagian torch (ujung pemotong) yang perlu diganti secara berkala. Komponen kayak elektroda, nozzle, swirl ring, dan shield cap itu punya umur pakai terbatas. Makin sering dipakai, makin cepat gantinya. Kualitas consumables ini juga ngaruh banget ke hasil potongan dan umur pakainya.
Perawatan mesin plasma yang rutin, termasuk menjaga kebersihan torch dan mesin, itu wajib hukumnya biar performa tetap optimal dan awet.
Satu lagi nih, siap-siap pakai pelindung telinga ya! Proses plasma cutting itu bising banget, seringkali di atas 100 desibel. Paparan suara sekencang ini dalam jangka panjang bisa merusak pendengaran. Belum lagi asap dan uap logam (fume) yang dihasilkan juga perlu sistem ventilasi yang bagus demi kesehatan pernapasan.
Batasan Ketebalan Material yang Efektif
Mesin plasma memang bisa motong logam tebal, tapi ada batasnya. Setiap mesin punya kapasitas potong maksimal yang direkomendasikan pabrikan. Memang bisa dipaksa motong sedikit lebih tebal dari rekomendasi (piercing capacity vs edge start capacity), tapi biasanya kualitas potongannya menurun drastis (makin miring, banyak dross) dan kecepatannya jadi lambat banget.
Untuk logam yang super tebal (misal baja di atas 50mm atau 2 inci), teknologi plasma cutting vs oxy-fuel biasanya lebih mengunggulkan oxy-fuel dari segi biaya dan kemampuan penetrasi, meskipun oxy-fuel lebih lambat dan HAZ-nya lebih lebar. Jadi, ketahui batas plasma cutting dan ketebalan potong plasma cutting efektif mesin Anda, jangan dipaksakan ya!
Solusi Utama Meminimalisir dari Kekurangan Plasma Cutting
Setelah baca semua kekurangannya, jangan langsung pesimis dulu! Banyak dari masalah plasma cutting ini bisa diminimalkan atau dikelola kok. Caranya?
- Pilih Mesin yang Tepat: Sesuaikan kapasitas dan fitur mesin dengan kebutuhan utama Anda. Mesin High-Definition Plasma misalnya, menawarkan presisi dan kualitas tepi yang jauh lebih baik dari plasma konvensional, meskipun harganya lebih tinggi.
- Skill Operator & Settingan Pas: Operator yang terlatih tahu cara mengatur parameter (arus, kecepatan, tinggi torch, jenis gas) yang optimal untuk material dan ketebalan tertentu. Ini ngaruh banget ke hasil!
- Perawatan Rajin: Jangan malas ganti consumables yang udah aus dan jaga kebersihan mesin. Ini kunci performa stabil.
- Consumables Berkualitas: Jangan tergiur harga murah tapi kualitas abal-abal. Consumables ori atau berkualitas bagus biasanya lebih awet dan hasilnya lebih baik.

Alasan Plasma Cutting Tetap Menjadi Pilihan Unggul
Jadi, dengan semua kekurangan tadi, apakah plasma cutting masih layak? Tentu saja! Teknologi ini tetap jadi pilihan mantap untuk banyak situasi, terutama ketika:
- Butuh kecepatan potong tinggi pada logam konduktif dengan ketebalan sedang (misal 1mm – 25mm).
- Fleksibilitas jenis logam konduktif jadi prioritas (bisa potong baja, stainless, aluminium, dll).
- Biaya investasi awal jadi pertimbangan (seringkali lebih murah dari laser dengan kapasitas serupa).
- Pekerjaan fabrikasi umum, konstruksi, perbaikan, atau seni logam di mana presisi tingkat dewa bukan syarat mutlak.
- Untuk tahu lebih banyak kelebihannya, baca juga artikel kami soal [Link ke artikel Kelebihan Plasma Cutting].
Pahami Solusi dari Kekurangan Tersebut, Keputusan Ber-Investasi jadi Lebih Mantap
Intinya sih, plasma cutting itu teknologi hebat dengan banyak kelebihan, tapi penting banget buat kita sama-sama paham kalau dia juga punya keterbatasan. Mengenali 7 kekurangan plasma cutting yang udah kita bahas tadi – mulai dari presisi, kualitas tepi, efek panas, batasan material, konsumsi energi, perawatan, hingga batasan ketebalan – bakal bantu Anda bikin keputusan yang lebih cerdas dan realistis.

Nggak ada teknologi pemotongan yang sempurna untuk semua kondisi. Yang paling penting adalah memilih alat yang paling sesuai dengan kebutuhan spesifik, budget, dan target kualitas pekerjaan Anda. Pertimbangkan baik-baik semua plus minusnya ya!
Pertanyaan Umum (FAQ) Seputar Solusi dari Kekurangan Plasma Cutting
Biar makin jelas, ini beberapa pertanyaan yang sering muncul:
Optimalkan kecepatan potong (lebih cepat jika memungkinkan), gunakan consumables yang tepat, dan pastikan aliran gas pendingin/pelindung sesuai. Pertimbangkan water shield/injection jika tersedia.
Periksa kondisi consumables (nozzle/elektroda aus?), sesuaikan ketinggian obor (standoff), kecepatan potong, dan amperage. Pastikan arah putaran swirl ring benar.
Gunakan consumables asli/berkualitas, atur parameter pemotongan (arus, tekanan gas) sesuai rekomendasi, hindari piercing terlalu dekat permukaan, dan pastikan kualitas udara/gas baik.
Gunakan ventilasi/ekstraksi asap yang memadai (downdraft table atau fume extractor), pertimbangkan penggunaan meja air (water table), dan selalu gunakan Alat Pelindung Diri (APD) seperti respirator dan pelindung telinga.
Pastikan amperage mesin cukup untuk ketebalan material, pilih gas plasma dan pelindung yang tepat (misal: O2 untuk baja karbon), optimalkan kecepatan potong, atau pertimbangkan oxy-fuel cutting sebagai alternatif untuk ketebalan ekstrem.


