
Kesalahan Umum Plasma Cutter – Baru beli plasma cutter tapi kok hasil potongannya miring, kasar, dan penuh dross (ampas)? Rasanya sebel banget, kan? Sudah investasi di alat yang canggih, tapi hasilnya nggak sesuai harapan.
Eits, jangan buru-buru salahkan mesinnya. Sering banget, masalahnya ada di kesalahan operator yang sepele tapi fatal. Memahami cara menggunakan plasma cutter yang benar itu kuncinya. Tanpa teknik yang pas, sebagus apa pun mesin Anda, hasilnya tidak akan maksimal.
Dalam artikel ini, kita bakal kupas tuntas 5 kesalahan menggunakan plasma cutter yang paling sering bikin consumable plasma cutter (komponen di ujung torch) Anda boros dan hasil kerja jadi… yah, gitu deh. Mari kita mulai!
Baca Juga: Genset Las 160A Stahlwerk: Solusi Las Portabel Tanpa Listrik [Review Lengkap]
Jarak Torch (Stand-off) Tidak Konsisten
Ini adalah kesalahan paling dasar. Stand-off adalah jarak antara ujung nozzle (bagian tembaga di torch) dengan permukaan logam yang Anda potong. Idealnya, jarak ini stabil di 1,5 mm sampai 3 mm.
- Kalau Terlalu Tinggi: Bayangkan busur plasma itu seperti semprotan air. Kalau terlalu jauh, semprotannya melebar dan nggak fokus. Energi plasma jadi ‘melempem’, bikin potongan nggak tembus sempurna, kasar, dan seringkali miring (bevel).
- Kalau Terlalu Rendah: Ini lebih bahaya. Nozzle bisa ‘nyium’ lelehan logam panas. Ini bisa memicu double arcing (busur ganda) yang langsung merusak nozzle Anda. Selain itu, dross atau ampas potongan akan menumpuk di bawah hasil potongan.
Cara Menjaga Jarak Stand-off yang Tepat
Solusinya gampang. Pertama, jika mesin Anda mendukung drag-tip atau drag-shield (biasanya untuk arus di bawah 40A), hidup Anda mudah. Anda bisa ‘menyeret’ nozzle langsung di atas material. Kedua, gunakan stand-off guide, semacam ‘sepatu’ atau roda pemandu yang dipasang di torch. Ketiga, latih kestabilan tangan. Gunakan tangan Anda yang bebas (pakai sarung tangan!) sebagai penopang di atas material untuk menstabilkan tangan yang memegang torch.
Teknik Piercing (Melubangi Awal) Terlalu Dekat
Piercing adalah teknik saat Anda harus mulai memotong dari tengah material, bukan dari pinggir. Kesalahannya adalah melakukan piercing dengan jarak stand-off normal.
Bayangin Anda nyemprot air kencang ke ember penuh air dari jarak dekat. Pasti nyiprat balik ke muka Anda, kan? Sama! Saat piercing terlalu dekat, lelehan logam panas itu akan menyembur balik lurus ke atas, mengenai shield cup dan nozzle. Ini dia biang kerok nomor satu consumable plasma cutter (nozzle dan elektroda) cepat wafat. Kualitas potongan Anda akan langsung menurun drastis.
Teknik Piercing yang Benar (Biar Nggak Tekor Consumable)
Ada dua solusi. Yang terbaik: selalu mulai dari tepi (edge start) jika memungkinkan. Ini cara paling aman dan bersih. Tapi kalau terpaksa harus dari tengah, lakukan ini: Pegang torch sedikit lebih tinggi dari jarak potong normal (sekitar 2x lipat). Nyalakan busur. Begitu busur menembus material (percikannya ke bawah), segera turunkan torch ke jarak potong ideal dan mulai bergerak.
Kecepatan Potong (Travel Speed) Tidak Tepat
Ini adalah bagian krusial dari setting plasma cutter Anda. Menemukan kecepatan yang ‘pas’ butuh sedikit latihan.
- Terlalu Lambat: Panas akan menumpuk di satu titik. Kayak Anda nyetrika baju tapi setrikanya diam lama di satu tempat. Gosong! Pada logam, ini menyebabkan kerf (lebar potongan) jadi terlalu besar, dross menumpuk banyak di bagian bawah, dan material tipis bisa melengkung (warping).
- Terlalu Cepat (Ngebut): Busur plasmanya ‘ketinggalan’. Dia nggak punya cukup waktu untuk menembus material dengan bersih. Hasilnya? Potongan miring, tidak tembus sempurna, atau busur terputus-putus.
Menemukan Kecepatan Potong yang ‘Pas’
Lihat percikan apinya. Ini indikator terbaik. Jika percikan lurus ke bawah atau sedikit ke belakang (membentuk sudut 15-20 derajat dari torch), kecepatan Anda ideal. Jika percikan apinya menyembur liar ke atas, berarti Anda terlalu cepat. Selain itu, dengarkan suaranya; suara yang stabil dan ‘nggereng’ konstan itu pertanda bagus.
Persiapan Material yang Kurang Baik
Ini kesalahan sepele tapi dampaknya besar. Plasma cutter bekerja dengan sirkuit listrik. Agar sirkuitnya sempurna, kontaknya harus bersih. Karat, cat tebal, minyak, atau kotoran di permukaan logam akan bertindak sebagai isolator (penghalang).
Akibatnya, busur plasma akan sulit menyala, sering mati-hidup (stuttering), dan hasil potong plasma cutter jadi tidak rapi. Oh ya, ini juga berlaku untuk ground clamp (klem massa) Anda! Jika klem massa dijepit di area berkarat, sirkuitnya tidak akan sempurna.
Cara Mempersiapkan Material dengan Benar

Simpel: Bersihkan! Gunakan sikat kawat (wire brush) atau gerinda untuk membersihkan jalur yang akan dipotong. Paling penting, pastikan ground clamp menempel kuat pada logam yang bersih (bare metal), sedekat mungkin dengan area potong.
Amper (Arus) yang Tidak Sesuai
Ini adalah inti dari setting plasma cutter. Amper harus disesuaikan dengan ketebalan dan jenis material.
- Terlalu Rendah: Amper kekecilan itu kayak pakai pisau tumpul. Nggak kuat nembus.
Hasil potong plasma cutterjadi tidak tembus sempurna dan meninggalkan banyak dross tebal yang keras kayak batu. Biasanya, operator akan mengakalinya dengan memperlambat kecepatan potong, yang justru memperburuk masalah (panas berlebih). - Terlalu Tinggi: Ini juga nggak bagus. Pertama, boros listrik. Kedua,
consumable plasma cutterAnda bakal cepat banget habis. Ketiga, material bisa ‘terbakar’, kerf terlalu lebar, dan tepian potongan terlihat meleleh.
Panduan Mengatur Amper (Arus)
Aturan nomor satu: BACA BUKU MANUAL MESIN ANDA. Serius. Di situ pasti ada tabel panduan setting plasma cutter (Amper, Kecepatan, Tekanan Udara) untuk berbagai ketebalan. Sebagai patokan kasar, Anda bisa butuh sekitar 10 Amper untuk setiap 1 mm ketebalan mild steel (Misal: potong 5mm = setel di 50A). Gunakan Amper secukupnya, jangan dilebih-lebihkan.
Kesimpulan: Potong Lebih Baik, Hemat Lebih Banyak
Nah, itu dia 5 kesalahan menggunakan plasma cutter yang sering kita temui. Dari jarak, cara melubangi, kecepatan, kebersihan material, sampai setting amper, semuanya saling berkaitan.
Dengan memperhatikan detail-detail ini, Anda tidak hanya akan mendapatkan hasil potong plasma cutter yang jauh lebih bersih dan rapi, tapi juga (dan ini yang penting) menghemat biaya operasional. Dompet Anda akan lebih aman karena consumable jadi jauh lebih awet.
Punya tips lain soal cara menggunakan plasma cutter? Atau ada pengalaman lucu pas motong yang bikin consumable hangus? Tulis di kolom komentar ya!
Tanya Jawab (FAQ) Seputar Masalah Plasma Cutter
Apa kesalahan umum plasma cutter yang bikin banyak dross (ampas)?
Ini biasanya terjadi karena tiga hal: kecepatan potong Anda terlalu lambat, jarak torch terlalu tinggi, atau amper (arus) yang Anda setel terlalu rendah untuk ketebalan material tersebut.
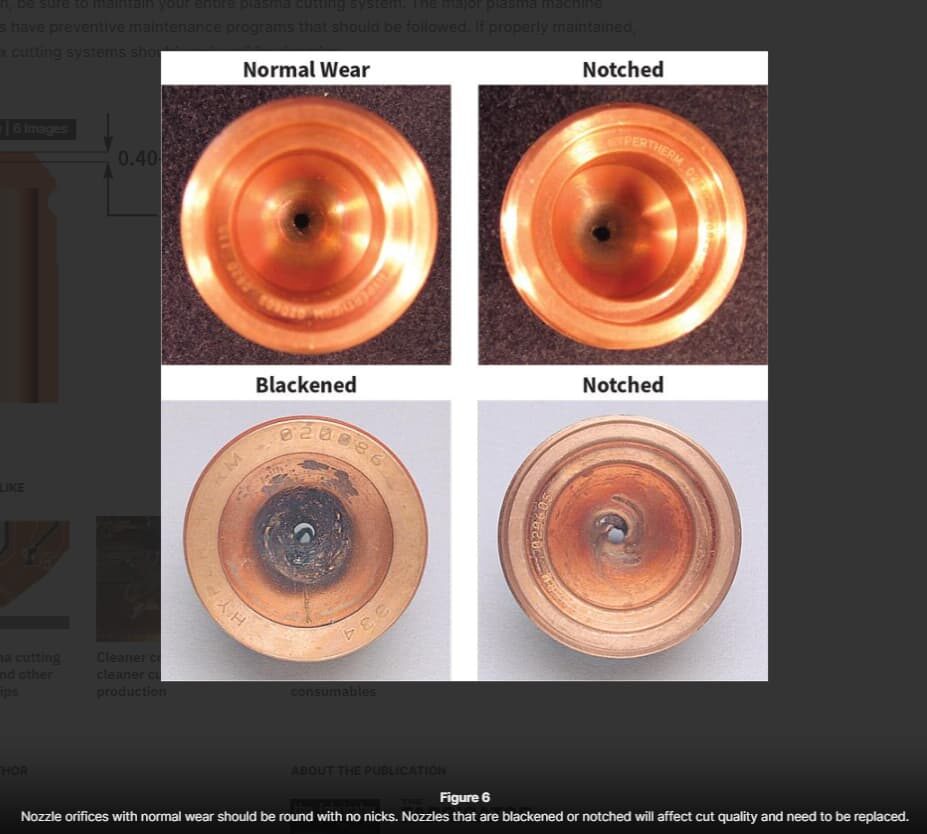
Kenapa nozzle plasma cutter saya cepat sekali rusak/aus?
Penyebab paling umumnya adalah teknik piercing (melubangi) yang salah, di mana lelehan logam menyembur balik ke nozzle. Penyebab lainnya adalah jarak torch terlalu rendah sehingga menabrak material, atau lupa membersihkan material dari cat dan karat.
Seberapa cepat saya harus menggerakkan torch plasma cutter?
Kecepatan ideal ditandai dengan percikan api yang lurus ke bawah atau sedikit ke belakang (sudut 15-20 derajat). Jika percikan menyembur ke atas, berarti Anda terlalu cepat. Jika panas menumpuk dan potongan terlalu lebar, Anda terlalu lambat.
Berapa Amper yang harus saya gunakan?
Selalu cek buku manual mesin Anda untuk tabel pengaturan yang akurat. Sebagai patokan kasar, Anda bisa menggunakan 10 Amper untuk setiap 1 mm ketebalan mild steel (Contoh: potong plat 4mm, coba setel di 40A).
Apakah karat dan cat di material harus dibersihkan dulu?
Ya, sangat harus. Karat dan cat bertindak sebagai penghalang listrik (isolator) yang mengganggu stabilitas busur plasma. Ini juga berlaku untuk tempat Anda menjepit klem massa (ground clamp), pastikan dijepit di logam yang bersih.


